1 ��݁����C�Ĺ���ԭ��
����݁����C�^�ɵ���݁����C���OӋ�ϵ�һ���lչ�����e�Ǵ��Ȱ�ľ����O�������ˡ�
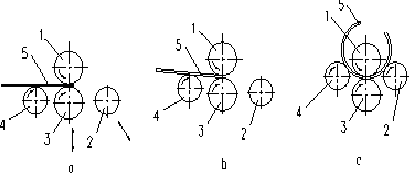
�D3.4 ��݁����C����ʾ��D
Fig.3.4 The work diagram of four rollers bending machine 1����݁��2����݁��3����݁��4����݁��5��䓰�
�D 3.4 ������݁����C�Ĺ���ʾ��D����݁ 1 ������݁���Еr��݁ 3 Ҳ�����ӣ�����݁ 3 ���ڴ�ֱ�����{������݁ 2��4 �����o��݁�������g��λ��Ҳ���ԃAб�����{����
�����r�������������ϵ�ǰ�˷����ϡ���݁ 1��3 ֮�g�����������������Еr������݁ 2����䓰� 5 ���R��݁ 2 �Ă�ĸ������������݁ 3���������ω��o����D 3.4��a����ʾ��Ȼ��������݁ 4���Ķ�ʹ���϶˲���������D 3.4��b����ʾ�����Ӻ�݁ 1��3��4 �㘋��һ�nj��Qʽ��݁����C��������Ϗ���������������һС��ƽֱ���ֲ��ܱ����������ٌ���݁ 2 ������D 3.4��c����ʾ���t݁ 1��2��4 �͘���һ���Qʽ��݁����C�� ��˰��ϲ���ęC����ȡ�¾��܌���ȫ��������
�ɴ˿�Ҋ�����Ԍ���݁����C�����nj��Qʽ�ͷnj��Q��݁����C�ľC���w��
2 ��݁����C�ă�ȱ�c
����݁����C�ĽY��������ԭ����֪�������������c�� (1)���з���
����݁�C�Ͼ���r�����п�ֱ�����Â�݁�M�У�����Ҫ�Ϊ����Ì��Ì��ЙC����(2)�����A��������ʣ��ֱ߅��С
������݁����C�ɿ������Ƀɂ��nj��Q��݁����C�M�϶��ɣ����������A�����ܣ� ��������һ�ΰ��b����ʹ����ȫ����������ʽ 2.4 ��֪�����A���r�ɂ�݁�����ľ� L ԽС��ʣ��ֱ߅ B ��ԽС��������݁����C�A���r������݁��һ��݁�M�ɷnj��Qʽ��݁����C������L ����݁�͂�݁�����ľ࣬���˕r��݁���ԃAб�����Ƅӣ�ʹ�� L ׃С��������݁����C�����о���C��ʹ�A�����ʣ��ֱ߅ B �_����С��
(3)�C�A���ȸ�
�� 2.2.5 ��֪����ʹ�C�AЧ�����ã������ڝL�A�rҪ����Ͳ���A���ϵ��������
1 �����Ҫ���C�ܵõ����_�ď����돽����회��������ڵĜp�d���M�о��_���ơ�
R min
��һ���l����Ҫ�����ԏ����^�Uչ����ĺ�ȵ�һ����ȼ��A���ϵ�һ���L�ȡ�����݁����C�ϳC�A�r��Ͳ���A����̎������׃�΅^�Ļ��Ll 0ֻռ�A�ܿ��L�� 2.9��4.2%�� �ʴ_��ֵҕ���������돽������������݁����C�υsռ�����L�� 12��20%��
���w�Ͽ����J�飬݁�����ľ�֮�g�ľ��xl �cͲ����������׃�΅^���L��l 0֮�g�������Pϵ��
l ��(0.2��0.4) l 0 (3.1)
�ɏ���݁�c��݁�����ľ�׃����������݁����݁����C�@�Ï����돽�ľ��_�̶ȡ�
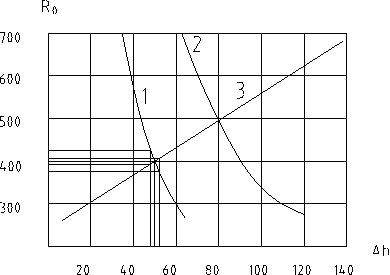
1����݁�C�� l ��450mm��2����݁�C�� l ��600mm��3����݁�C�� l ��1400mm �D3.5 �����돽R0�c݁������λ�á�h���Pϵ
Fig.3.5 the relationship between Bend radius R0 and the relative positions of roll��h
�D 3.5 ʾ�������돽��׃���c��݁��݁����λ��֮�g���Pϵ��݁�g���xԽ��������Խƽ����Ҳ���Ǯ�݁������λ����ͬ�ӵĸ�׃�r���ڂ�݁���ľ��^��ęC���ϣ������돽�^С��������ͬ�r����݁�C�ϳC�A�r����݁���ľ��ijC�A���ȸߣ������ڂ�݁���ľ�����݁�C�� 2��3 ������݁�C����݁�C�C�A�r����݁�����c�������ϣ��õ��ď����돽��ֵҪ����݁�C���_�öࡣ
���磨Ҋ�D 3.5����ͬ����݁������λ�ø�׃ 1mm����݁�C�ϵď����돽׃���� 5mm������݁�C�sҪ׃�� 20mm����ǰ�ߵ��ı���ԇ��о����������׃�΅^ռ��Ͳ�����L��10��20%��ֻҪ���_�x��C�AҎ����ʣ���E�A�Ⱦ��ܜp���dz�С�Ĕ�ֵ���ɴ˿�֪�����x�þ���C�r����݁�g���cͲ��ֱ��֮�����ش����x�����]�������a�У�ͬһ�_�C��Ҫ�C�A��ֱͬ����Ͳ�����ʂ�݁���ľ��׃�ęC������m�á��@Ȼ��݁����C����݁����C���ܝM���Ҫ������������������ڹ��S�ĺܶ���I�V��ʹ����݁�C���C�A���ԫ@�ø߾���Ͳ����
���ᅡ�����ă����ԣ�����������һ�l݁�ӣ���݁�C�@Ȼ����݁�C������Ҫ��ͬ�rҲʹ�Y��׃�ø����s���@����݁����C���ɱ����ȱ�c��

